Despite the 30+ year history of Additive Manufacturing (AM), extrusion-based Fused-Filament Fabrication (FFF) 3D printing of thermoplastics has been limited to mostly producing prototypes or mockups of products. In consideration of processing methods for the production of industrial end-use parts, FFF seems like an unlikely and implausible technology. This has been largely due to the limits of not just the materials, but also due to the lack of innovation in the processes for the materials.
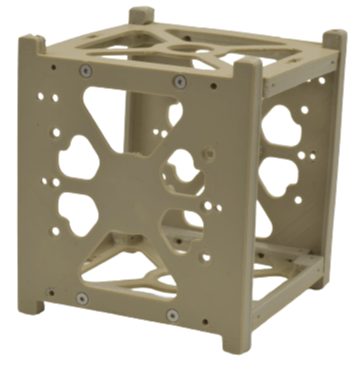
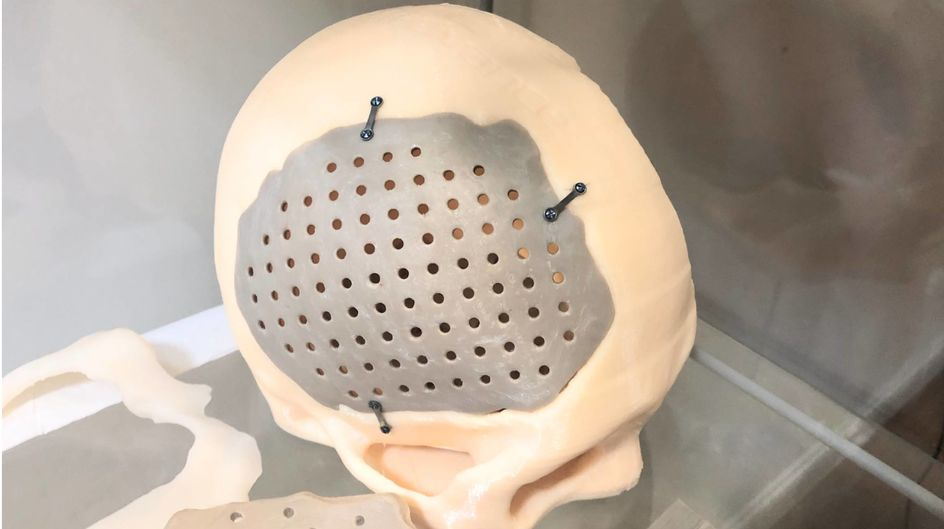
In recent years, High-Performance Polymers (HPP) have been introduced as filaments for FFF 3D printers. These materials retain outstanding mechanical, thermal, and chemical properties when subjected to the world’s harshest environments such as high temperature, high pressure, and corrosive chemicals. Out of these extraordinary plastics, PEEK (Poly-ether-ether-ketone) has the most extraordinary properties of them all due to its semi-crystalline nature. PEEK can be used to fabricate parts for the most demanding of applications such as piston components inside of an engine, ultra-high vacuum applications in aerospace, and even medical implants such as a cranial plate.
PEEK Cranial Implant
Source: Evonik
However, using 3D printers to create components from materials like PEEK has been largely impossible or impractical due to their high processing temperatures. Most 3D printers on the market that claim to print with PEEK have heated chambers that reach a maximum of 150°C, which is high enough to achieve the glass transition temperature of PEEK but results in weak inter-layer bonding and low crystallinity. In an attempt to improve the properties, manufacturers suggest annealing the resulting brown, amorphous printed parts to get a light beige part with higher crystallinity. Although the annealed parts look more crystalline, the crystalline structures only exist in each layer and are not formed between the layers resulting in prints that remain weak in the Z-orientation. The lower temperature processes also result in high void content because the printed bead lines do not fuse well with each other, further weakening the printed parts.
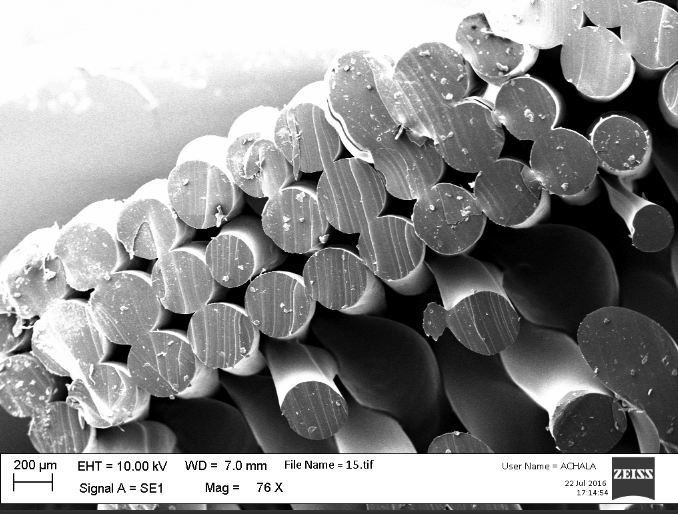
FFF Printed parts with many internal voids
Source: Dr. Achala de Mel
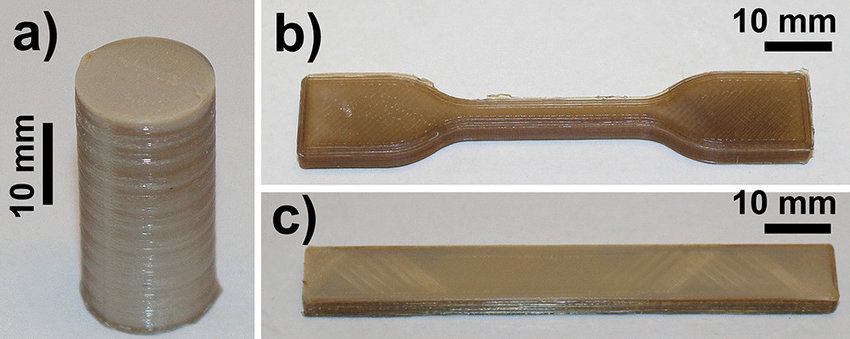
Amorphous PEEK 3D printed parts.
Source: Challa et al. (2022).
Thus for a 3D printer to make a part out of a HPP, its extruder not only has to reach the high temperature to melt the filament, but it also has to maintain the previously deposited material at a sufficiently high temperature to promote the bonding between print lines and layers. This latter part is the crucial hurdle for 3D printers to produce structurally robust parts from HPP. If this can be achieved, the two layers will no longer behave as two individual layers, but as one, 100% dense part that is completely solid and uniform throughout. Annealing of parts will not improve density nor resolve weak inter-layer bonding.
Orion AM’s approach for 3D printing PEEK
Orion Additive Manufacturing GmbH has brought in over 9 years of experience in FFF extrusion-based research and development to create one of the most advanced industrial 3D printing systems. The patent-pending process involves applying heat to the material directly via thermal radiation as opposed to heating the air via convection. Thermal radiation requires less energy because heat is radiated toward the part whereas in convection systems the air is heated and then circulated, resulting in major heat losses and temperature gradients as the hot air cool down as it flows through the system.
“These are the best results we have ever seen so far.”
Semi-crystalline polymers like PEEK greatly benefit from this because the crystalline structures must be formed slowly at high temperatures. If PEEK is cooled down too quickly from its melting point, the material will be amorphous and weaker than in its semi-crystalline state. Orion AM’s thermal radiation heating (TRH) process not only fuses the layers together, but it also enables the formation of PEEK’s semi-crystalline structures in-situ during its high-temperature printing process.
Orion AM’s Thermal Radiation Heating (TRH) process
Source: Orion AM
Orion AM’s process not only benefits semi-crystalline polymers like PEEK but in fact, it can be used for improving the inter-layer bonding in the FFF process for virtually all thermoplastics such as PEKK, PAEK, PPSU, PEI (ULTEM) and even TPI (thermoplastic polyimide, usually known by the registered trademark of Kapton by DuPont). The aim of Orion AM is to be able to improve not just the inter-layer bonding, but also the porosity, which would help reduce outgassing and enable potential end-use applications in space. The outcome of the TRH technology is that when it is turned on, it completely eliminates internal voids. This means that the mechanical properties will be comparable to injection molding and in addition to this, the outgassing properties will also be preserved.
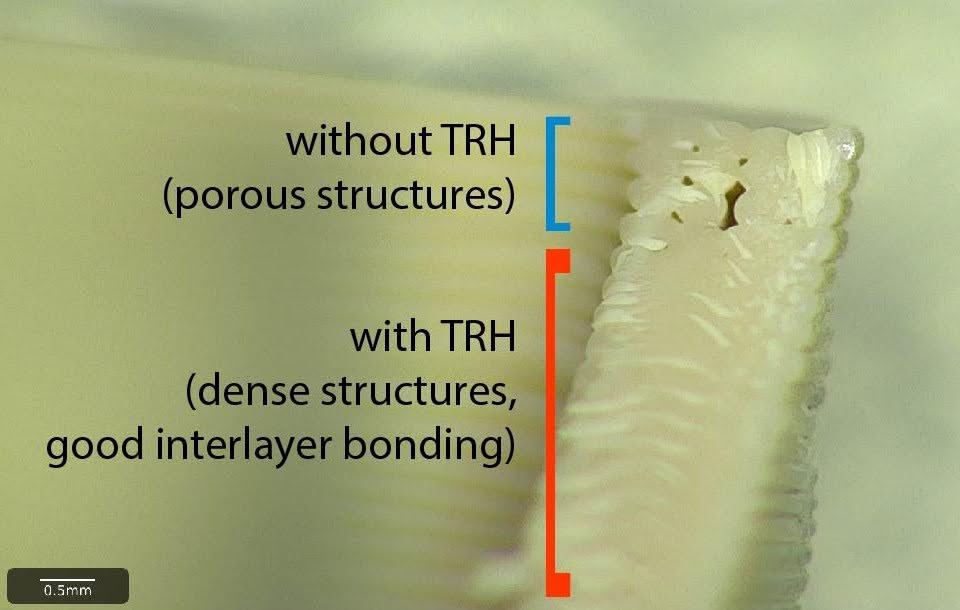
Orion AM’s Thermal Radiation Heating (TRH) process on porosity
Source: Orion AM
Achieving injection molding strength and density in a PEEK 3D print
From the onset of Orion AM’s process development, the goal was to achieve mechanical properties that were competitive with injection molding. This goal would unlock the potential of additive manufacturing to enable the production of end-use parts for a wide range of applications in the medical sector and in the aerospace industry.
Through many experiments and the help of xT’s machine learning platform, Orion AM’s technology was able to achieve mechanical properties that achieved 99.9% density and even surpassed injection molding strength.

Orion AM’s TRH process comparison
Source: Orion AM
In an independent study performed by the Warsaw University of Technology, it was shown that Orion AM’s TRH process achieved between 99.95%-99.98% density in their PEEK 3D printed specimens. The specimens were printed in flat and vertical orientations with KetaSpire® PEEK AM Filament MS NT1 (natural PEEK) and KetaSpire® PEEK AM Filament CF10 LS1 (carbon fiber PEEK) provided by Solvay.
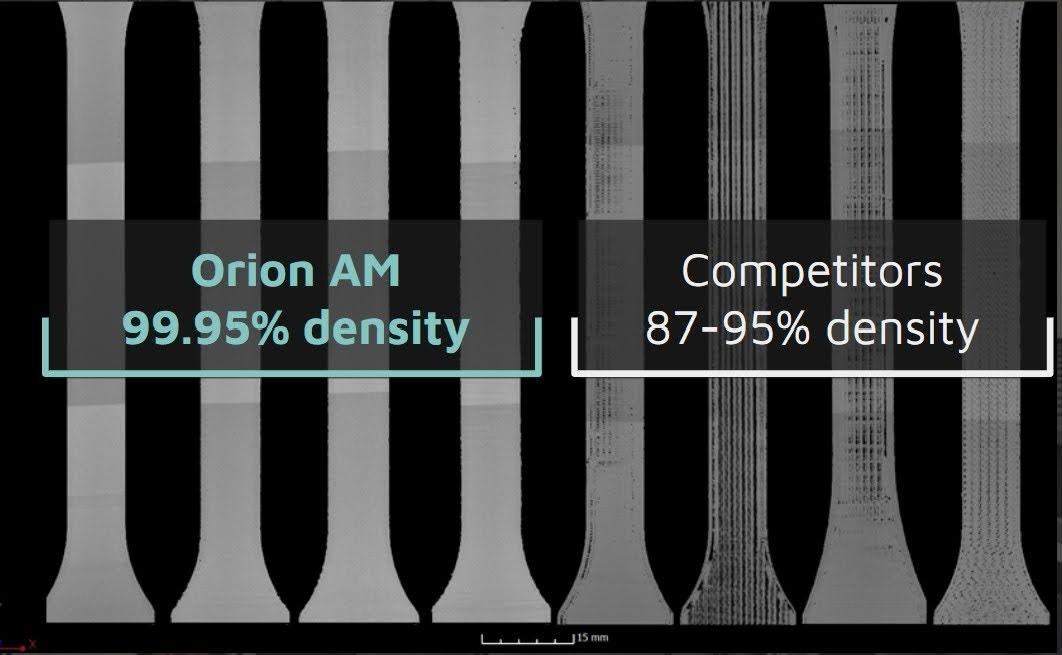
Density in PEEK specimens using Orion AM’s TRH compared to other processes
Source: Orion AM
In order to evaluate the best technologies for 3D printing with their PEEK filaments, Solvay created the Solvay Printer Evaluation Program (S-PEP) to assess the mechanical properties produced from prints from various industrial 3D printing systems. For these studies, PEEK tensile test bars are prepared using Solvay’s KetaSpire® PEEK AM Filament MS NT1 and according to the DIN EN ISO 527-2 1BA standard in various orientations. The specimens are then tested by Solvay and the results are compared to injection molding properties of PEEK. The tensile tests showed that Orion AM’s process was capable of producing mechanical properties that surpass injection molding strength, even in the Z-orientation which is usually the orientation that suffers the most from weak inter-layer bonding. The tensile strength ranged from 95.4MPa to 100MPa, highlighting the isotropic and uniform strength produced by Orion’s process. The tensile modulus ranged from 3.80GPa to 4.10GPa, showing that the high crystallization was achieved during the printing process without the need for additional annealing. “These are the best results we have ever seen so far in this program”, according to Brian Alexander, polymer scientist and 3D printing PEEK expert at Solvay Specialty Polymers.
The results from Orion AM’s S-PEP test are shown in the table below:
The chart below gives a visual representation of the tensile strength results achieved with the Orion AM A150 printer.
Conclusions on 3D printed PEEK
For many years, engineers have refrained from using 3D printing of high-performance polymers for production parts, citing the anisotropic properties, weak inter-layer bonding, and high void content achieved by the state-of-the-art technology. The results achieved by Orion AM are a game-changing milestone for the additive manufacturing industry as it resolves the most limiting factors of the technology by achieving mechanical properties that rival injection molding.
The tests performed to validate that Orion AM’s additive manufacturing process is capable of producing PEEK parts with a minimum tensile strength of 95.4MPa and a minimum elastic modulus of 3.80GPa, exceeding the mechanical properties of injection molding. The tests also validate that Orion AM’s process is capable of producing parts with low void content, reaching a minimum density of 99.97%. Although FFF 3D printing is still struggling to achieve the smooth surface finishes offered by injection molding, the results achieved are proof that Orion AM’s process can be used to produce end-use parts that possess mechanical properties that are as good as injection molding if not better. In consideration of the challenges that the world faces today with disruptions to global supply chains and logistics, Orion AM's technology makes the potential for addressing real end-use applications with additive manufacturing a reality, further unlocking the potential in areas such as the production of medical devices or aerospace components.
Connect with us
To learn more about Orion AM’s solutions and how they can help your projects, get in touch with one of our experts.